С - номинальный межцентровой размер;
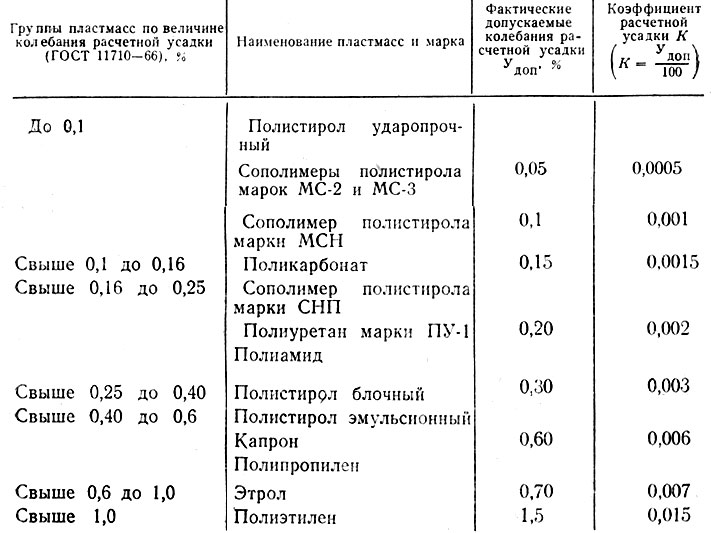
где К-коэффициент расчетной усадки, принимаемый по табл. 33;
ΔТц=КС+Δизг+2Δзаз,
Величина поля рассеивания межцентровых размеров (ΔТц) обусловлена наличием погрешностей, появление которых связано с точностью изготовления формующих элементов и наличием зазора между подвижными элементами пресс-формы. Формула полного поля рассеивания межцентровых размеров имеет вид:
Допуски на размеры между центрами отверстий, получаемых в процессе прессования деталей, определяют расчетным путем.
При назначении допусков по ТОСТ 11710-66 следует иметь в виду, что наивысшим пределом точности размеров пластмассовых деталей, сопрягаемых с металлическими и пластмассовыми, является 3-й класс. В целом же при назначении допусков на сопрягаемые размеры используют 4-й и 5-й классы точности. Для несопрягаемых "неответственных размеров допуски следует назначать по 7, 8 и 9-му классам системы ОСТ, 10-му классу по ГОСТ 11710-66 в зависимости от колебания расчетной усадки пластмассы.
Таблица 33. Колебания расчетной усадки термопластичных пластмасс
В стандарте приведены достижимые классы точности прессованных деталей простой геометрической формы, имеющих свободную усадку, расположенных в одной части пресс-формы. Достижимые классы точности деталей приведены в зависимости от номинальных размеров деталей, величины технологических уклонов высоты детали в направлении разъема пресс-формы и колебания расчетной усадки пластмассы, выбранной для изготовления детали. Указанные параметры, за исключением величины расчетной усадки пластмассы, назначаются конструктором при конструировании деталей. Величины колебаний расчетной усадки пластмасс, применяемых для изготовления прессованных деталей мебели, приведены в табл. 33.
Допуски на сопрягаемые размеры пластмассовых прессованных деталей устанавливает ГОСТ 11710-66 "Допуски и посадки деталей из пластмасс".
Δобщ=Δт+Δх.
Таким образом, общая расчетная погрешность размеров деталей определяется по формуле:
Случайные погрешности возникают при хранении деталей (Δх) в свободном состоянии. Они зависят от температуры и влажности воздуха, при которых хранятся детали после их извлечения из пресс-форм, и ряда других факторов. Ориентировочно их значения составляют 10-20% от Δт.
Технологические погрешности (Δт) зависят от точности изготовления пресс-форм, от величины износа пресс-форм в процессе эксплуатации, от величины зазоров между формующими элементами, наличия облоя и технологического уклона.
Точность изготовления прессованных деталей, помимо влияния; усадки прессмассы, зависит от технологических погрешностей, возникающих непосредственно в процессе изготовления деталей, а также случайных погрешностей, возникающих при хранении деталей.
Точность изготовления прессованных деталей
Значительное влияние на точность размеров изделий оказывает способ их получения. Наибольшую точность имеют прессованные пластмассовые изделия.
Свойства пластмасс оказывают большое влияние на точность изготовления изделий из них. Наиболее важную роль играет величина усадки, которая колеблется в некоторых пределах для различных марок пластмасс.
Основными факторами, определяющими величину отклонений номинальных размеров пластмассовых элементов мебели, являются свойства пластмасс и способы получения элементов.
W 35. Точность изготовления элементов мебели из пластмасс
W 35. Точность изготовления элементов мебели из пластмасс [1972 Бобиков П.Д. - Конструирование мебели]
Комментариев нет:
Отправить комментарий